 Las pruebas de emisiones e inmunidad conducida son fundamentales en las certificaciones de compatibilidad electromagnética (EMC), ya que garantizan que los productos electrónicos no generen interferencias inaceptables y que puedan operar correctamente en entornos con ruido electromagnético. Su relevancia y encuadre dentro del proceso de certificación se pueden desglosar de la siguiente manera:
Las pruebas de emisiones e inmunidad conducida son fundamentales en las certificaciones de compatibilidad electromagnética (EMC), ya que garantizan que los productos electrónicos no generen interferencias inaceptables y que puedan operar correctamente en entornos con ruido electromagnético. Su relevancia y encuadre dentro del proceso de certificación se pueden desglosar de la siguiente manera:
-
¿Qué evalúan?
Miden las señales electromagnéticas no deseadas que un dispositivo introduce en la red de alimentación o en otras líneas de interconexión. Estas emisiones pueden afectar a otros dispositivos conectados a la misma red eléctrica.
-
Fundamento
- Los productos eléctricos y electrónicos pueden generar interferencias a través de la red de alimentación o líneas de comunicación.
- Se analizan los niveles de ruido en el rango de 9 kHz a 30 MHz.
- Se comparan los resultados con límites establecidos en normativas internacionales.
-
Relevancia
- Es un requisito obligatorio para la certificación CE en Europa y FCC en EE.UU
- Un equipo que genera exceso de emisiones conducidas puede causar los siguientes problemas
-
- Comunicación en los productos que le rodean (interferencias en comunicaciones de ethernet, RS-485, BUS CAN), provocando perdida de datos
- En equipos de audio o video, generando interferencias en la transmisión, provocando ruidos inesperados.
- En equipos de sensores industriales, provocando medidas incorrectas sobre la medida física que se está analizando.
- Sobre equipos que tengan sistemas de comunicaciones inalámbricas, provocando perdidas de datos.
- Reinicio o bloqueos de los equipos que estén en el entorno.
- Sobrecalentamiento en los equipos el entorno.
- Pueden provocar disparos inesperados sobre las protecciones de la instalación.
-
Procedimiento de realización de las pruebas en SVE Corp.
1.- Setup del ensayo
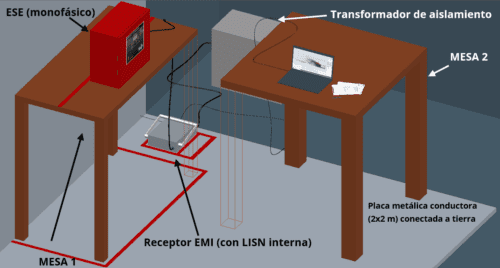
Para ensayos de equipos con alimentación monofásica, la disposición es la siguiente:
Para ensayos de equipos con alimentación trifásica, la disposición es la siguiente:
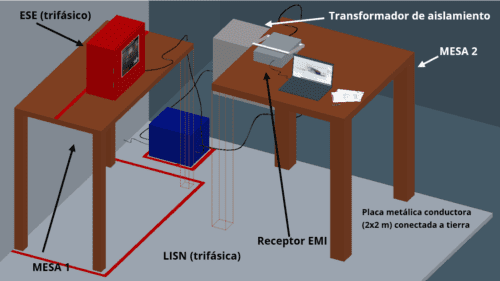
La diferencia entre un ensayo de equipo monofásico y trifásico es que para el segundo la AMN tiene que ser externa, ya que la AMN/V-LISN integrada con la que cuenta el receptor EMI es monofásica.
En primer lugar es muy importante indicar el orden o secuencia de conexionado.
Comenzamos por conectar el transformador a la red eléctrica y sin conectar a él ningún equipo ponemos en posición ON el transformador de aislamiento, posteriormente se conecta el receptor 7010/02 apagado y caso de que este ensayo sea trifásico también conectaremos la LISN L3-32 en ambos casos puede estar conectado el ESE.
Una vez el receptor este alimentado y encendido ya podemos configurar los parámetros que se requieran en el Programa PMM emission suite.
La disposición en que se han de colocar la mesa 1 y la mesa 2 en los recuadros marcados para ello.
La posición con la que debe colocarse el ESE es la que puede verse en la representación anterior; debe colocarse delante de la cinta roja que esta sobre la mesa aproximadamente centrado que al menos haya desde el ESE a la LISN trifásica 1m.
Hasta 1,6m de cable se considerará como parte del ESE. En el supuesto que haya más de la longitud de 1,6 m o a partir de 1m genere una dimensión excesiva o sobrante para la conexión se debe de hacer un recogimiento es decir un haz de cable lo más próximo posible al ESE y por tanto este haz quedara encima de la mesa.
Por lo que respecta a los demás de equipos como se puede ver en la imagen queda indicado cuál es su posición para llevar a cabo el ensayo. En el caso del receptor de PMM 7010/02 debe ubicarse encima de la mesa 2 junto al PC portátil que registrara los datos obtenidos por el receptor.
Es importante respetar los recintos con cinta aislante roja debido a que se ha colocado conforme a las distancias que impone la normativa. En caso de que en el laboratorio no existan los recintos que se ven en la figura (o bien porque se ha despegado o bien porque no se ha llegado a colocar) se debe ir a la instrucción de ensayo y colocarla en función de las distancias que la normativa cite (por ejemplo, si el equipo debe estar a 0,4m del plano de tierra vertical, se deberá colocar (por ejemplo) la mesa pegada a la pared y la cinta en la mesa a 0.4m del límite).
Además, se han colocado unas pegatinas (en las cintas de color rojo) que dicen que equipo/objeto va colocado en cada recinto.
También es importante haber leído la instrucción de ensayo por si hay especificaciones acerca de la disposición de los cables.
Se debe elegir en la siguiente lista desplegable el setup que se utilizará para realizar los ensayos del equipo.
2.- Límites
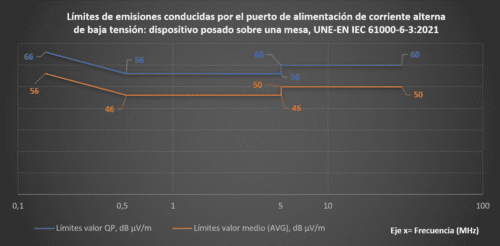
Los límites, según normativa europea, son los siguientes:
| Rango (MHz) | Límites (dB μV) | |
| Valor de cuasi pico | Valor medio | |
| 0.15 a 0.5 | 66 a 56 | 56 a 46 |
| 0.5 a 5 | 56 | 46 |
| 5 a 30 | 60 | 50 |
Esta gráfica se corresponde con UNE-EN IEC 61000-6-3 (2021) tabla4 -Requisitos para las emisiones conducidas; H-23 PDf.
O, representados de manera gráfica:
Para poder garantizar el cumplimiento de la normativa en el laboratorio externo se debe garantizar que las medidas realizadas están por debajo del límite en 3 dB μV.
Todo ello teniendo en cuenta los siguientes puntos:
- En las frecuencias de transición se aplican los límites más bajos (más restrictivos).
- Si el valor límite varía en un rango, su variación es lineal con relación al logaritmo de la frecuencia.
- Se deben hacer las comprobaciones usando ambos detectores, pero en lugar de ellos se puede utilizar un detector de pico.
- Los cables de hasta 1,6 m se consideran parte del ESE.
-
Desafíos y estrategias de resolución
- Las principales dificultades que pueden esperarse en las dinámicas de certificación son las siguientes:
- Configuración adecuada del setup del test.
- Elección adecuada del equipo de medida.
- Conocimiento de las normativas de ensayo.
- Interpretación de los resultados y diagnóstico de los fallos si se dan.
- Aplicación de soluciones ante los fallos sin que afecten al funcionamiento del equipo.
- Las acciones más comúnmente implementadas cuando un equipo no supera las pruebas pueden ser las siguientes:
- Se debe reducir la amplitud de las emisiones conducidas. Para ello, se debe buscar el origen donde se generan las emisiones conducidas. Tras su localización, se debe analizar cómo reducir la amplitud de las emisiones, que pueden reducir usando: filtros modo común, filtros modo diferencial, rehaciendo el diseño del PCB, cambiando la frecuencia de conmutación, usar condensadores y bobinas para filtrar las señales, ….
- Optimización del diseño de PCB.
- Aislar los puntos donde se generan las emisiones conducidas para que no salgan del equipo.
- Usar filtros EMI: filtros modo común, filtros modo diferencial.
- Evitar que las conmutaciones sean muy abruptas (reducir la pendiente de la conmutación).
- Usar ferritas en las líneas de conmutación.
- Mejorar las conexiones a tierra
-
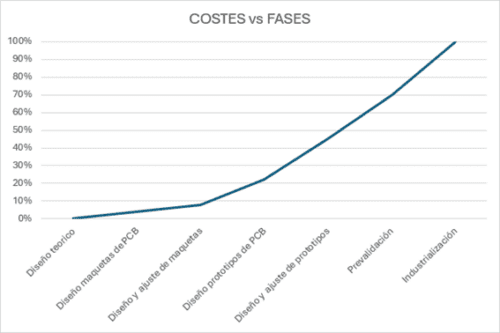
Oportunidad temporal de las pruebas y diseño
- El mejor momento para realizar las pruebas de emisiones conducidas es durante la fase de diseño y ajustes de las maquetas del producto.
- Es muy necesario hacer las pruebas al principio del diseño para que el coste de los ajustes sea más bajo. Según las fases de diseño: diseño teórico, diseño de maquetas de PCB, diseño y ajustes de maquetas, diseño de prototipos de PCB, diseño y ajustes de prototipos, prevalidación e industrialización, el momento más adecuado es en el diseño teórico y diseño de maquetas.